
EH690是什么材质 EH690与DH690区别 EH690价格 EH690介绍
创始人
2026-01-28 20:11:21
EH690是一种高强度船板及海洋平台用钢,专为承受极端海洋环境而设计。

EH690钢的详细信息汇总。
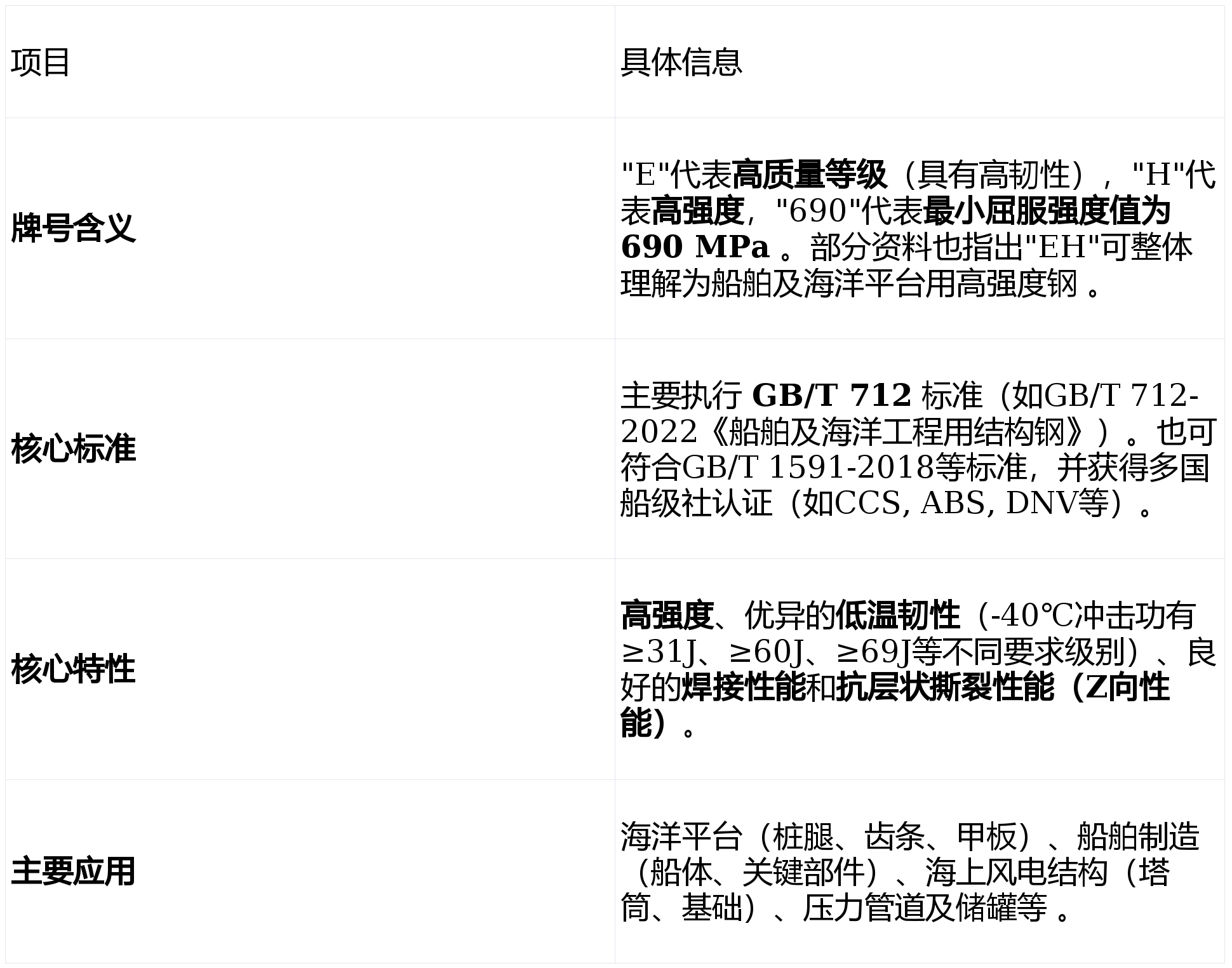
EH690详细技术特性
EH690化学成分与力学性能
EH690的化学成分经过精确设计,在保证强度的同时,兼顾韧性、焊接性和耐腐蚀性。其典型化学成分(质量分数%)大致范围如下 :
- 碳 (C):≤ 0.18 - 0.20(低碳设计以保证焊接性和韧性)
- 硅 (Si):0.10 - 0.55
- 锰 (Mn):0.90 - 2.10(重要的固溶强化元素)
- 磷 (P):≤ 0.020 - 0.025(严格控制的有害元素)
- 硫 (S):≤ 0.010 - 0.025(严格控制的有害元素)
- 合金元素:可能含有镍(Ni)、铬(Cr)、钼(Mo)、铌(Nb)、钒(V)、钛(Ti)等,以进一步提高强度、韧性和耐腐蚀性 。
EH690力学性能 方面,其主要指标如下。需注意具体数值可能因厚度、交货状态及遵循的具体标准有所差异 :
- 屈服强度 (ReL):≥ 690 MPa(对于较厚钢板,此值可能随厚度增加而略有降低,如50mm<厚度≤70mm时,可能要求≥670MPa )。
- 抗拉强度 (Rm):770 - 940 MPa。
- 断后伸长率 (A):≥ 14% - 15%。
- 低温冲击韧性:要求在 -40℃ 环境下,V型缺口冲击功满足特定要求,不同标准和要求下可能有≥31J、≥60J或纵向≥69J等不同级别 。
- Z向性能:提供 Z15, Z25, Z35 等等级,以满足不同结构对抗层状撕裂性能的要求 。
EH690核心特性与生产工艺
- 高强度与高韧性平衡:通过低碳设计和添加微合金元素,并结合调质等热处理工艺,EH690在具备高强度的同时,保持了优良的韧性,尤其在-40℃的低温环境下仍能有效抵抗脆性断裂 。
- 优异的焊接性:低的碳当量和严格的杂质控制使其焊接性能良好。为确保焊接质量,焊接时通常需要预热(例如100-200℃),并采用低氢焊接材料,焊后可能需进行消氢处理或应力消除 。
- 严格的冶金质量:采用电炉/转炉冶炼,并经过LF精炼、VD/VOD真空处理等工艺,显著降低了钢中气体和夹杂物含量,提高了钢质的纯净度 。
- 交货状态:可根据需求以调质(淬火+回火)、正火、热机械轧制(TMCP)等多种状态交货。调质态能使其获得回火索氏体等组织,实现强度与韧性的良好配合 。
EH690主要应用领域
EH690因其卓越的综合性能,被广泛应用于苛刻的环境:
- 海洋工程:石油钻井平台、采油平台的关键承力部件(如桩腿、齿条、甲板)、海洋平台腿桩 。
- 船舶制造:用于制造对强度和安全要求极高的船体结构、甲板、舱室等 。
- 能源工业:海底管道、海上风电塔架和基础、压力容器、锅炉部件等 。
- 其他重载结构:用于大跨度桥梁、重型港口机械等 。
EH690选材与加工注意事项
- 标准与认证:选用时应明确所需遵循的标准(如GB/T 712)及是否需特定的船级社认证 。
- 厚度效应:钢材的力学性能(特别是屈服强度)会随厚度增加而有所下降,设计时必须依据钢材的实际厚度查询对应的性能指标 。
- 焊接工艺评定:焊接前应进行严格的工艺评定,确定合适的预热温度、热输入量及焊接材料,以确保接头性能 。
- Z向性能要求:对于可能承受厚度方向拉应力的关键节点结构,应明确要求相应的Z向性能等级(如Z35)。
EH690总结
EH690是一种技术成熟的高强度海洋工程用钢,通过成分优化、纯净冶炼和先进控轧控冷及热处理工艺,实现了高强度、高韧性、良好焊接性和Z向性能的平衡。正确理解其特性并严格遵循制造规范,是确保海洋工程结构安全的关键。
相关内容
热门资讯
鲍威尔:自从12月FOMC货币...
鲍威尔:自从12月FOMC货币政策会议以来,数据清晰地表明增速改善。 整体而言,比12月份经济预期...
北京小程序开发京上云科技:行为...
在数字化浪潮的推动下,技术的边界不断被拓宽,新的概念与技术如雨后春笋般涌现,其中,行为互联网(Int...
据知情人士透露,Jersey ...
据知情人士透露,Jersey Mike为超过10亿美元规模美国IPO遴选银行。(彭博)
美联储主席鲍威尔:美联储独立性...
美联储主席鲍威尔:美联储独立性的意义在于,避免由直接选举产生的官员来掌控货币政策的制定过程。 来源...