BTC器件回流焊接工艺研究!
摘 要
底部端子元器件(BTC)在电子制造中具有显著优势,尤其是在小型化、高性能和散热要求高的场景中应用广泛。BTC器件通过底部焊盘与印制电路板直接连接,受自身封装形式和安装方式的影响,焊料层空洞难以避免,进而影响电路的传输性能和散热性能。为此,分析BTC器件空洞形成的原因,对其回流焊接工艺进行优化,采用焊片代替焊膏;此外,研究焊片的厚度和面积对BTC器件焊接性能的影响。结果表明,焊片厚度越厚、面积越小,焊接空洞率越低;采用0.15 mm焊片和热风回流焊工艺时,BTC器件的空洞率约为3%,单个最大空洞小于1%;如果需要进一步降低BTC器件的空洞率,可使用真空回流焊工艺,能够确保空洞率在1%以下。
0 引言
底部端子元器件(bottom terminal component,BTC) 通 过 底 部 焊 盘 与 印 制 电 路 板 (printedcircuit board,PCB) 直接连接,缩短了元器件与PCB之间的距离,提高了产品的组装集成度,且其有极低的阻抗和自感,可适用于更高的频率和更快的速度,是射频领域的首选应用对象。
BTC器件包括方形扁平无引脚封装 (quad flat no-lead package,QFN)、栅格阵列封装 (land gridarray package, LGA)、 双 边 扁 平 无 引 脚 封 装(dual flat no-lead package,DFN)等,通常在底部具有一个较大的热沉焊盘,其热沉焊盘直接焊接至PCB上,以提高散热性和电气接地性能。由于PCB和器件之间的离板高度较小,排气通道狭窄,焊接时焊膏中大量溶剂难以挥发,易包裹在熔融焊料中形成较大空洞,这些焊料层中的空洞将会影响电路的传输性能和散热性能。
某产品中的BTC器件尺寸较大,工作频率高。采用常规焊膏印刷和热风回流焊接,空洞率较高,不满足设计要求。本研究分析BTC器件空洞形成原因,优化回流焊接工艺,可显著降低焊接空洞率。
1 问题分析
某Ku频段微波器件为BTC器件A,外形尺寸如图1所示,焊盘尺寸如图2所示,焊接部位包括底面两侧引脚焊盘和热沉焊盘,焊盘为镀金,热沉焊盘分为2个部分,面积约为50 mm 2 。该器件完成焊膏印刷、表面贴装后,采用 Sn63Pb37 焊膏,0.15 mm厚表贴钢网,通过12温区热风回流焊炉进行焊接,焊后采用X射线检测设备进行检测,如图3所示。BTC器件底部大面积焊盘空洞率较高,整体空洞约为20%,单个空洞尺寸约占焊盘面积的6~10%。该器件采用系统级封装技术,内部由多个器件构成有源电路,焊料层空洞的影响会被放大,影响整体传输性能。该器件工作频率为12~18 GHz,对热沉焊盘的焊接要求较高,需确保焊接空洞率在10%以下,单个最大空洞小于3%。
造成BTC器件空洞较大的主要原因为器件离板高度较低、焊盘面积较大,导致焊膏挥发中气体无法被排出。在焊接过程中,焊膏中的易挥发成分受热会挥发成气体,同时焊膏中的有机酸去除焊接层表面氧化物时也会产生气体,这些气体部分会挥发而脱离锡膏,部分气体受熔融焊锡料的表面张力影响无法顺利排出,形成气泡,气泡在焊料凝固后成为焊料层中的空洞。该器件热沉焊盘面积较大,焊膏用量较多,溶剂小分子等挥发性物质较多,且焊盘面积大,挥发路径长,焊膏中挥发的气体难以排出。因此,热沉焊盘更容易产生较大的空洞。
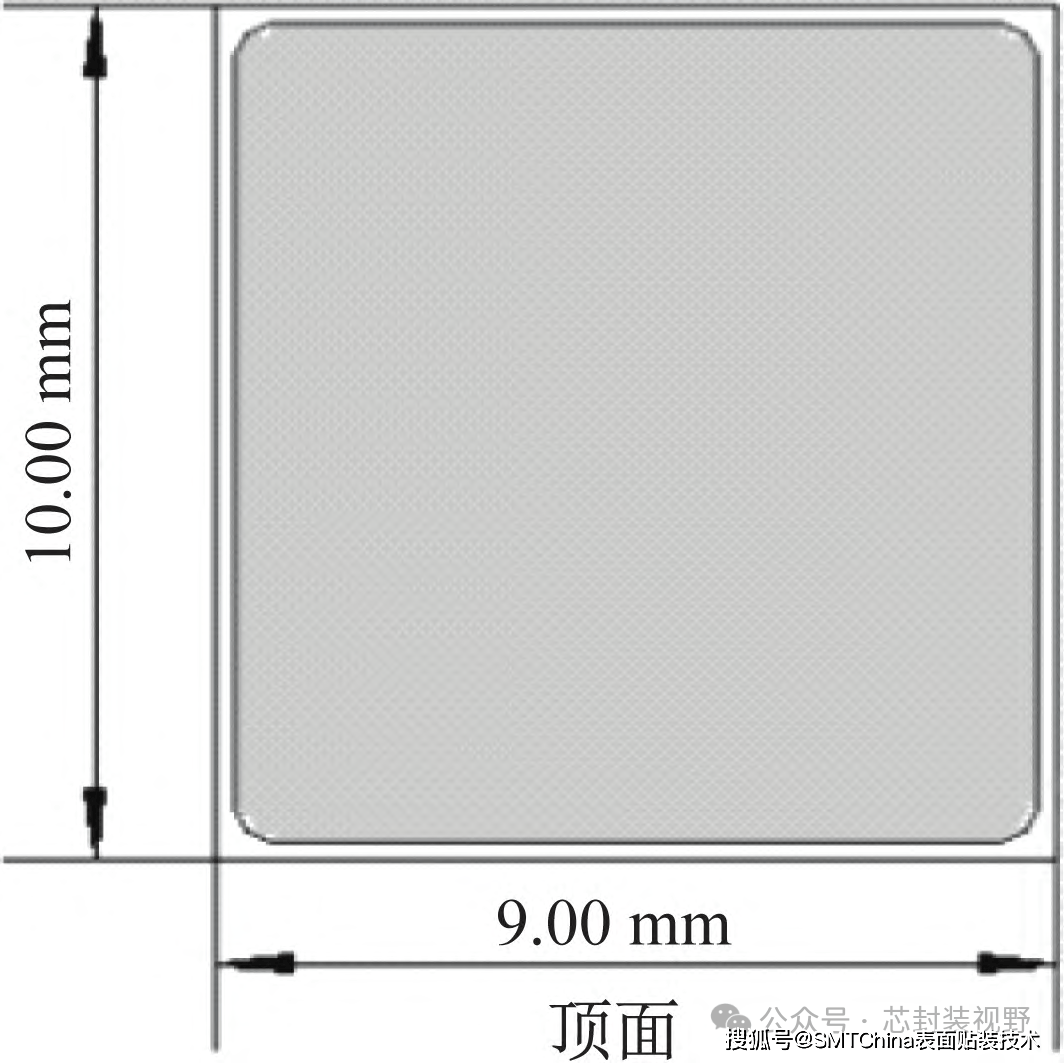 图1 器件A外形尺寸
图1 器件A外形尺寸
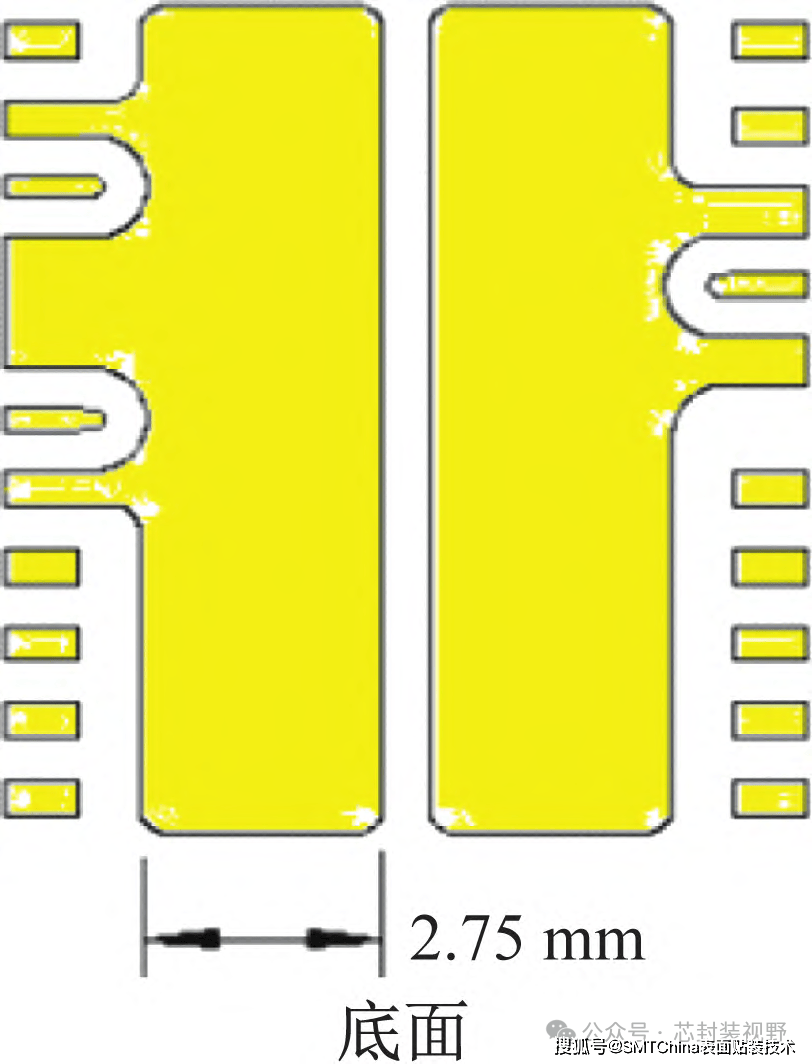 图2 器件A焊盘尺寸
图2 器件A焊盘尺寸
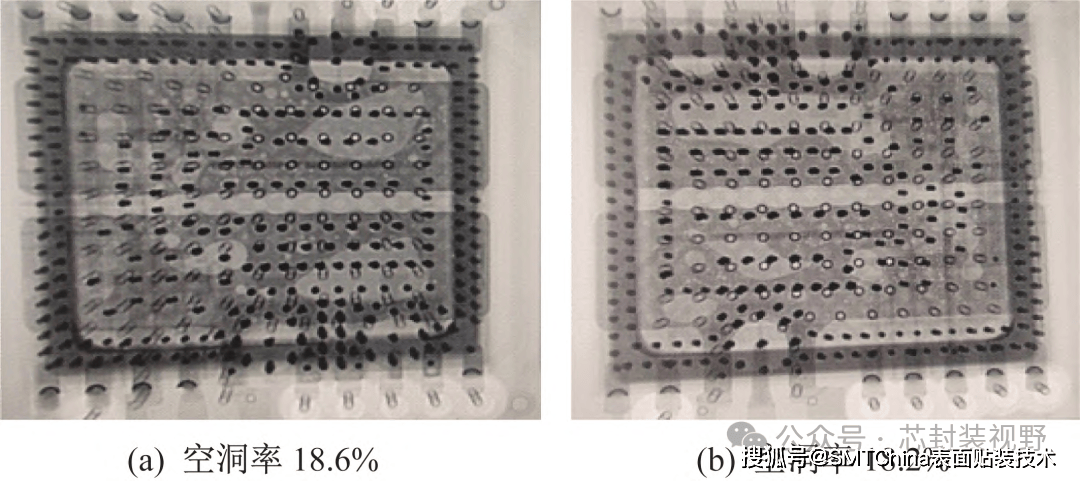 图3 器件A底部焊盘X射线检测图片
图3 器件A底部焊盘X射线检测图片
2 工艺优化
BTC器件采用焊膏焊接时,热沉焊盘面积较大导致空洞率较高,常规处理措施包括焊盘工艺性设计、钢网模板设计、焊接温度曲线设计等,通过增加回流焊过程中焊膏挥发性物质的排出通道以降低空洞率。但上述措施对小面积热沉焊盘的效果较好,对大面积焊盘的效果有限。除常用的焊膏外,还可采用焊片焊接。焊片是纯金属片状焊料,可调整形状、厚度等参数,焊片可涂覆助焊剂。PCB上除BTC外,还有大量的电阻、电容、方型扁平式封装 (quad flat package,QFP)、小外形封装 (small out-line package,SOP) 等元器件,引脚较小。因此,在大面积热沉焊盘处采用焊片进行焊接,其余位置仍使用焊膏。
2.1 焊片焊接
BTC器件热沉焊盘采用焊片焊接,引脚处采用焊膏。印刷锡膏后,在 BTC 器件热沉焊盘上放置预成型焊片,焊片涂覆助焊剂,如图 4 所示。对焊片与焊膏结合焊接 BTC 器件开展实验研究,选择 0.150 mm 厚度的钢网,焊片选择0.075 mm、0.100 mm、0.150 mm 厚的涂覆型焊片 (助 焊 剂 含 量 0.2%)。 焊 膏 中 合 金 成 分 约50%,以热沉焊盘焊片与引脚焊盘焊膏合金含量一致为原则,确定不同厚度焊片的面积 (保证焊后高度一致),共设置3组试验。参数见表1。
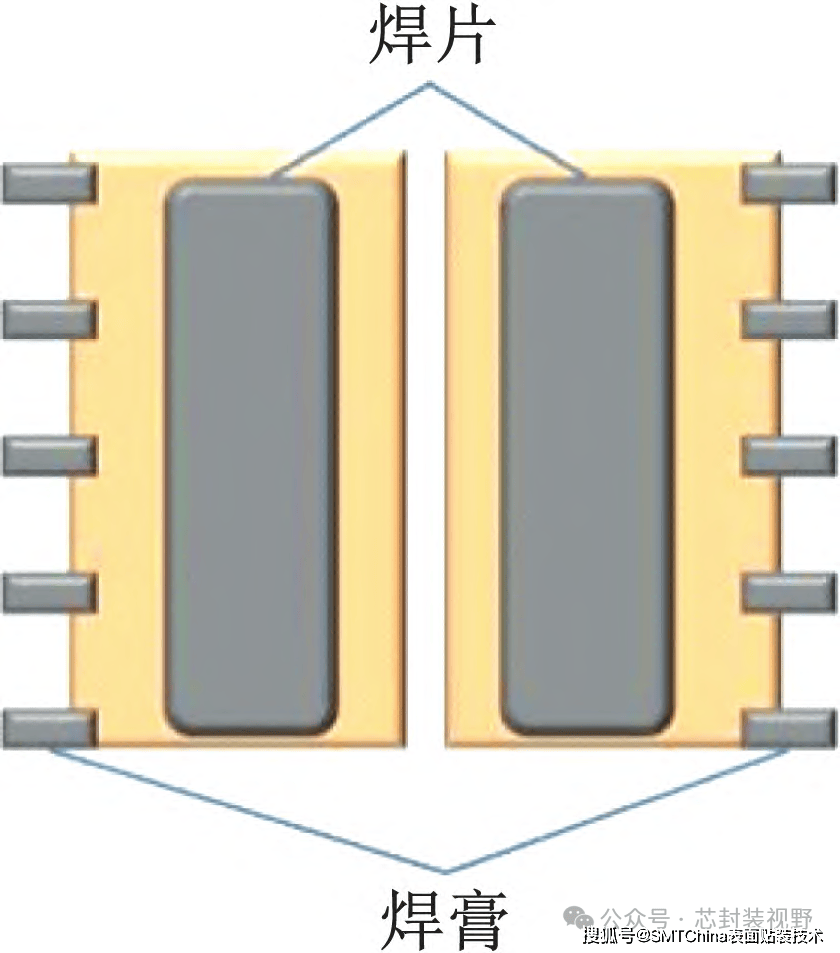 图4 BTC器件焊接示意
图4 BTC器件焊接示意
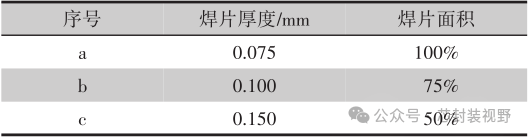 表1 焊片试验参数
表1 焊片试验参数
采用焊片焊接BTC器件热沉焊盘,X射线检测显示空洞率较焊膏明显下降。单个最大空洞面积低于3%,且引脚处空洞率也较焊膏降低。焊片中的助焊剂主要成分是松香和活性剂,挥发性物质较焊膏少,能有效减少空洞;较厚焊料可支撑器件,在预热保温阶段保持器件高度稳定,利于引脚处焊膏中挥发物质排出,降低引脚空洞率。采用0.150 mm焊片时效果最佳,焊接BTC器件的热沉焊盘的整体空洞率仅为3%,单个最大空洞低于1%,焊接效果良好。焊片越厚,空洞率越低,焊接效果越好。分析其原因,主要是在预热保温阶段,较厚且较小的焊料在热沉焊盘处留缝隙,便于焊片助焊剂挥发物质排出;焊料熔化时,较厚焊料所占面积小,较厚焊料因面积小可从中间向四周扩展,焊锡与焊接面的吸附力促进挥发物质气泡排出,进而减少空洞。
采用另一个BTC类Ku频段微波器件B进行验证。该器件B外形尺寸如图5,焊盘尺寸如图6所示,底部热沉焊盘面积约为85 mm 2 。焊接后X射线检测图片如图7所示,空洞率约3%,单个最大空洞小于1%,满足该BTC器件的焊接要求。
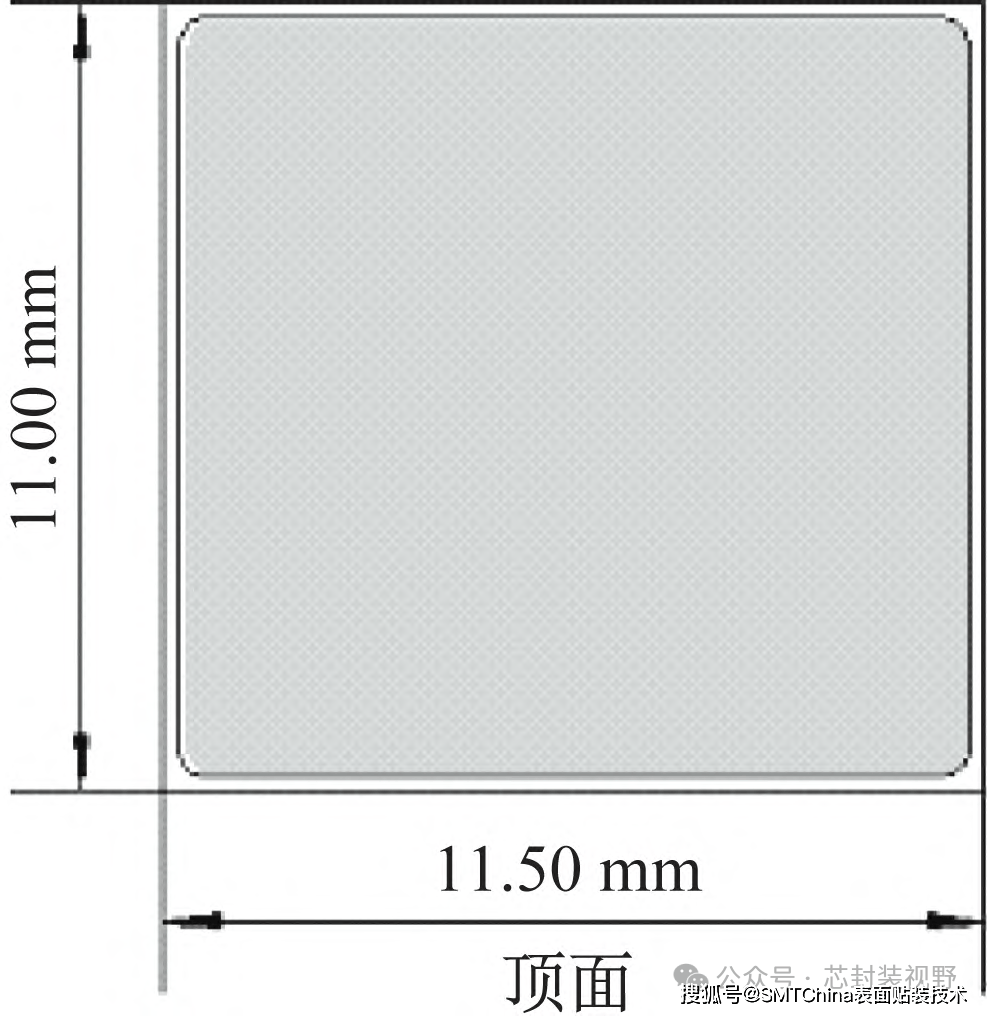 图5 器件B外形尺寸
图5 器件B外形尺寸
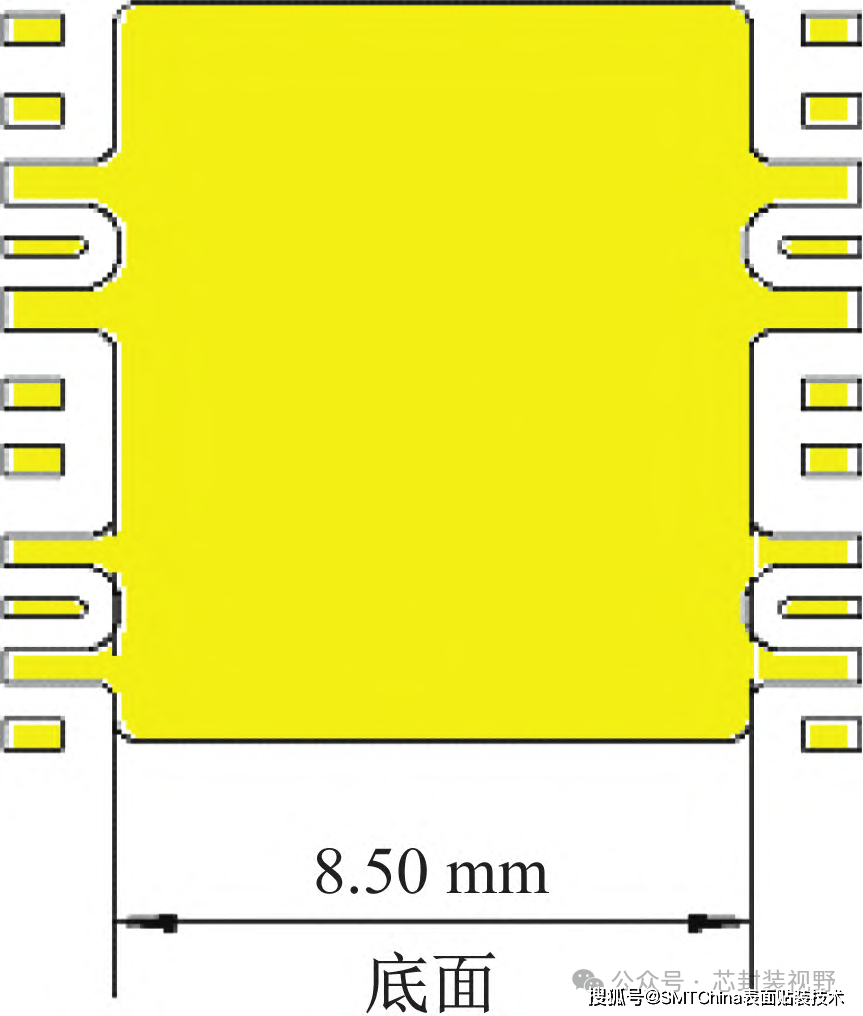 图6 器件A焊盘尺寸
图6 器件A焊盘尺寸
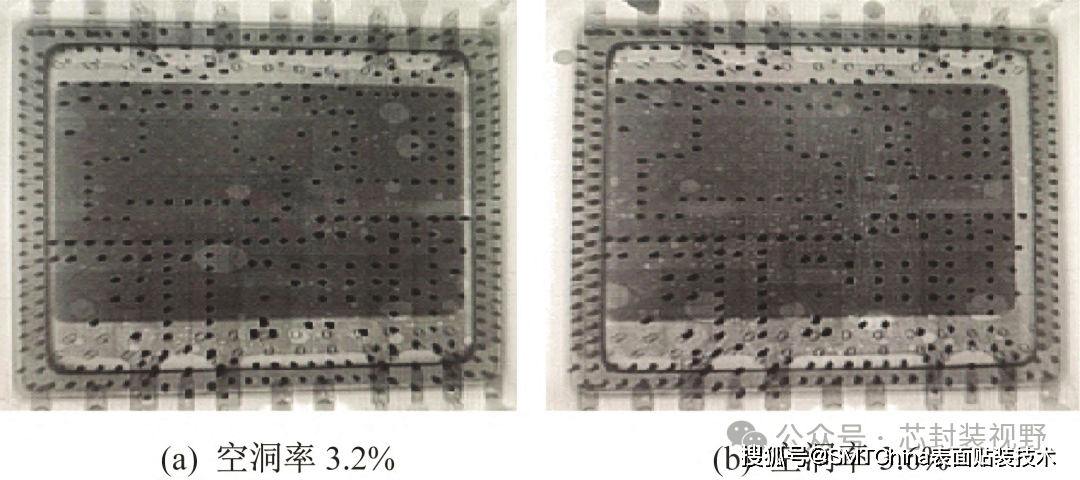 图7 BTC器件底部焊盘X射线检测
图7 BTC器件底部焊盘X射线检测
2.2 焊片与焊膏结合焊接
另一种方式是BTC器件大面积热沉焊盘采用焊片和焊膏结合焊接,引脚处采用焊膏。在印刷完锡膏后,在BTC器件热沉焊盘中间位置放置预成型焊片,焊片不涂覆助焊剂,如图8所示。
对焊片与焊膏结合焊接BTC器件开展实验研究,选择0.150 mm厚度的钢网和0.15 mm厚度的焊片,以热沉焊盘的焊片与焊膏合金含量与引脚焊盘的合金含量一致为原则确定焊片面积,共设置3组试验。焊接完成后BTC器件的X射线检测结果,见表 2。采用焊片代替部分焊膏焊接器件时,热沉焊盘焊接空洞率低于焊膏焊接,但高于焊片焊接;随着焊膏面积减少,空洞率下降,但在焊片与焊膏的交界处出现较大空洞。
预热保温阶段,焊片支撑器件,使焊膏中的挥发物质排出,部分助焊剂流向焊片区域,有利于降低空洞率;焊料熔化阶段,焊片熔化从中间向四周扩展,焊锡与焊接面的吸附力促进气泡向外移动,气泡移动至焊膏区域与熔融焊锡汇合时,焊锡表面张力阻止气泡排出,在焊片与焊膏的交界处出现较大的空洞。此外,随着焊膏面积的减少导致助焊剂量减少,进一步降低空洞率。采用37.5%面积的0.150 mm焊片与25%面积焊膏组合时效果最佳。
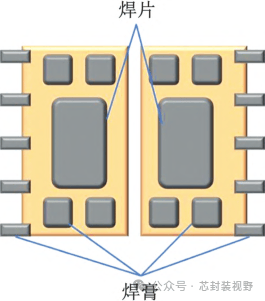 图8 BTC器件焊接示意
图8 BTC器件焊接示意
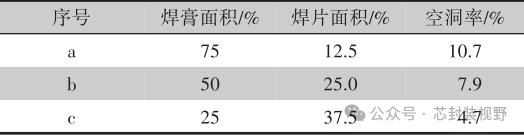 表2 试验参数和结果
表2 试验参数和结果
2.3 真空回流焊
上述试验均采用热风回流焊炉,助焊剂中挥发物质的排出主要依赖温度升高,气泡的排出主要依靠焊锡的吸附力和器件重力。除自身作用力外,也可以采用真空等外力促进挥发性物质排出。真空回流焊工艺在回流温区引入真空制程,有助于挥发性物质排出:随着外界环境压强减小,液态焊锡中的气泡逐渐合并并尺寸增大,并在环境负压作用下汇聚到液态焊锡表面释放,进而降低焊接的空洞率。采用真空回流焊设备焊接BTC器件,器件底部焊盘处采用0.150 mm厚的涂覆型预成型焊片,引脚处采用焊膏,X射线检测显示焊接空洞率在1%以下,基本无空洞。
3 结语
本文主要对BTC器件焊接后空洞率过高的问题开展研究。焊片使用的助焊剂少,挥发性物质少;焊片在预热阶段不塌落,利于挥发性物质排出;焊片所占面积小,便于焊料熔化铺展,焊锡与焊接面的吸附力促进气泡向外移动。采用焊片焊接 BTC 器件,焊片厚度越厚,面积越小,效果越好。采用 0.150 mm 焊片,使用热风回流焊工艺,器件焊接的空洞率约 3%,单个最大空洞小于 1%。热风回流焊接技术成熟且应用广泛,如采用真空回流焊进行焊接,空洞率可控制在1%以下。